|
|
| 无锡市益瑞机械有限公司 | ||
 |
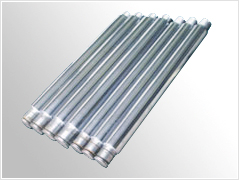
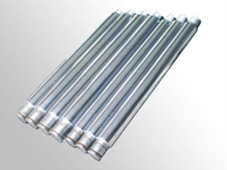
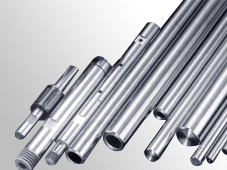
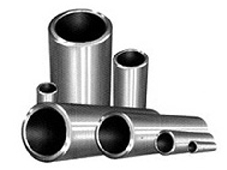
无锡市益瑞机械有限公司是一家集科研、生产及营销为一体的新型现代化企业,位于交通便利风景秀丽的太湖之滨,享有“水蜜桃之乡”美誉的无锡市阳山镇。本公司主要活塞杆加工、专业生产不锈钢活塞杆、精密活塞杆、珩磨缸筒(珩磨管),精密细长轴,工艺采用冷精拔、精磨和高精度抛光的工艺制造,可用于油缸、气缸活塞杆、导杆、导柱、导轴,并应用于纺织机械、矿山机械、机床和汽车等行业。同时,本厂还制造电力系统及天然气行业中的有关机械及电子仪表类产品。 ...【查看详细介绍>>】 |
|
| 
|
|
 |
||||||||||||||||
|
||||||||||||||||
 |
无锡活塞杆厂家,益瑞机械有限公司专业生产不锈钢活塞杆、精密活塞杆、珩磨缸筒、提供活塞杆加工服务 联系人: 虞海波 (0)13861855788 电话:0510-83691239 传真:0510-83690239 邮编:214155 信箱:sales@wx-yr.com QQ:451055015 备案号:苏ICP备15051165号 无锡网站优化:网科软件 |
|
 中文
中文 英文
英文